
为什么新手一定要先理解术语
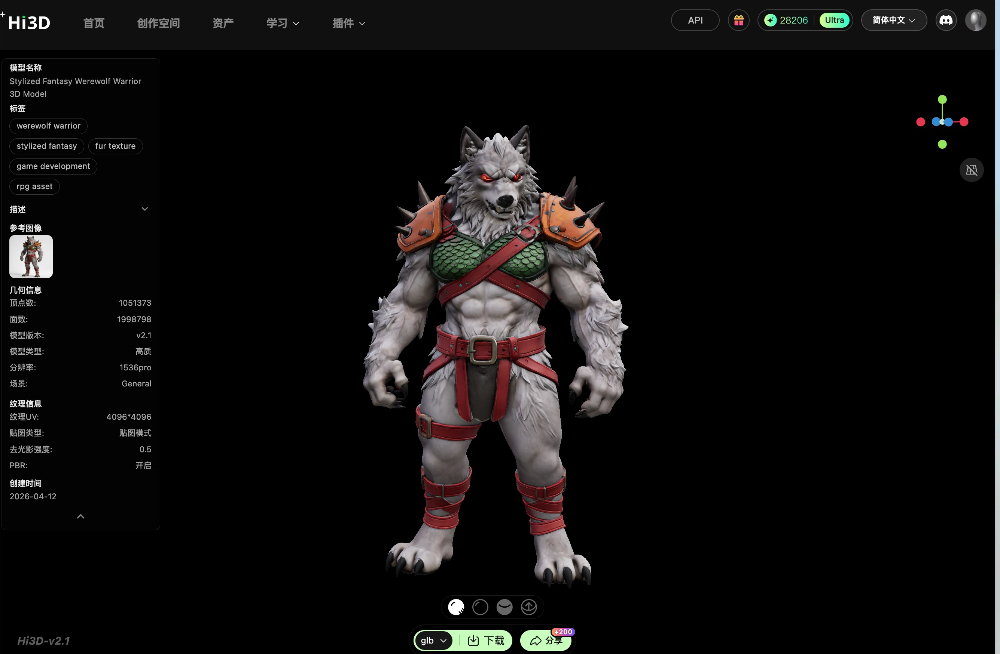
刚开始用 Hi3D 生成 3D 模型时,很多人最关心的是“我能不能快速做出一个好看的模型”。但当你准备把模型真正打印出来,或者导入其他 3D 软件继续编辑时,就会遇到一系列文件格式和制造参数:STL、OBJ、FBX、GLB、3MF、切片、层高、填充、支撑、壁厚、非流形、法线、破面等。
理解这些术语的目的,不是让你变成专业工程师,而是帮助你少走弯路。Hi3D 可以帮助你更快从文字、图片或创意生成 3D 模型,但如果你想把模型变成真实作品,就需要知道哪些格式适合打印,哪些格式适合展示,哪些问题会导致切片失败,哪些结构会影响打印成功率。
STL
STL 是 3D 打印中最常见的模型文件格式之一。它主要保存模型的几何形状,不包含复杂材质和颜色信息。很多 FDM 打印流程都会使用 STL 文件进入切片软件。
在 Hi3D 工作流中,如果你的目标是 FDM 3D 打印,STL 通常是最重要的导出格式之一。你可以把 Hi3D 生成的模型导出为适合切片软件识别的格式,再进行打印参数设置。
OBJ
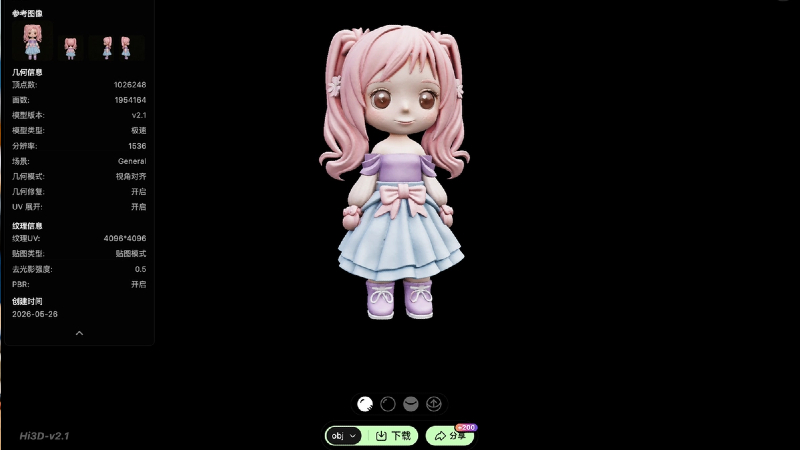
OBJ 也是常见的 3D 模型格式。相比 STL,它通常更适合保存模型、UV、贴图等信息。对于需要视觉预览、材质展示或进一步编辑的模型,OBJ 会更常见。
如果你在 Hi3D 中生成了一个带有视觉细节的模型,OBJ 可能适合用于后续编辑或展示。但如果最终目标是 FDM 打印,仍然需要检查模型是否封闭、壁厚是否足够、细节是否能打印出来。Hi3D根据贴图设置的不同,提供两种形式。
如果在高级设置-贴图设置中选择纹理,则下载的文件为一个压缩包,包括OBJ模型和展开的纹理
如果在高级设置-贴图设置中选择顶点色,则下载的文件是一个OBJ文件,顶点色烘焙在模型上,需要导入Blender等软件中查看
3MF
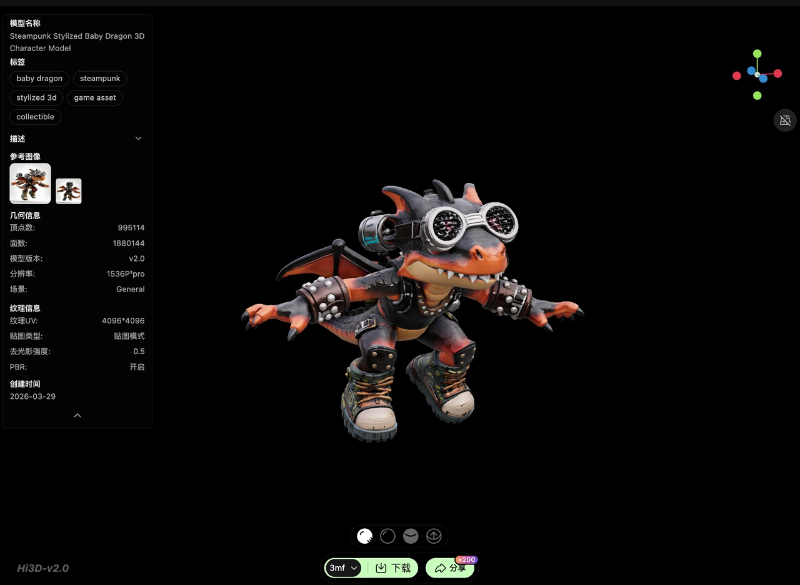
3MF 是一种较新的 3D 打印文件格式,可以保存比 STL 更丰富的信息,例如单位、颜色、材料和打印相关数据。部分现代切片软件对 3MF 支持更好。
如果 Hi3D 的导出流程支持 3MF,它会适合更完整地传递打印信息。对于多色打印或复杂模型,3MF 往往比 STL 更方便。
FBX
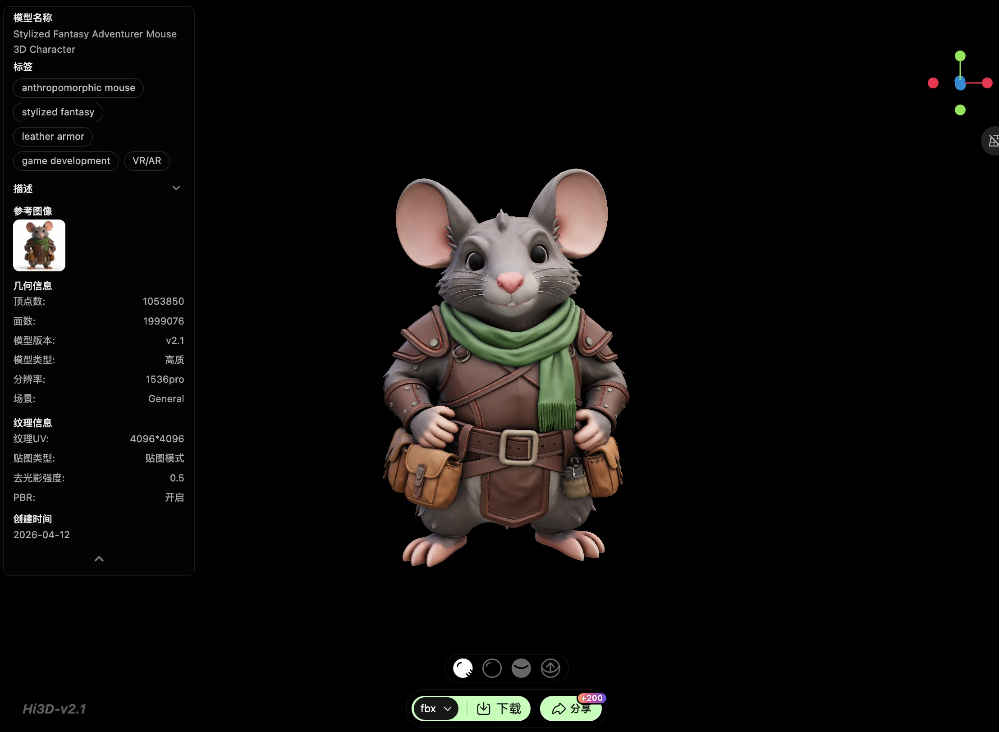
FBX 是一种常见的 3D 资产交换格式,经常用于动画、游戏开发、影视制作和 3D 软件之间的模型传输。它不仅可以保存模型几何,还可以支持骨骼、动画、材质等更复杂的信息。
FBX 更适合用于“模型继续编辑”或“进入 3D 内容生产流程”的场景。例如,你用 Hi3D 生成了一个角色、道具或产品概念模型,如果后续要导入 Blender、Maya、Unity、Unreal Engine 等软件继续处理,FBX 往往会比 STL 更适合。
但需要注意,FBX 并不一定是 3D 打印的首选格式。它更偏向 3D 内容制作和资产交换。如果你的最终目标是 FDM 打印,通常还需要把模型整理成适合切片软件使用的 STL、3MF 或其他可打印格式。
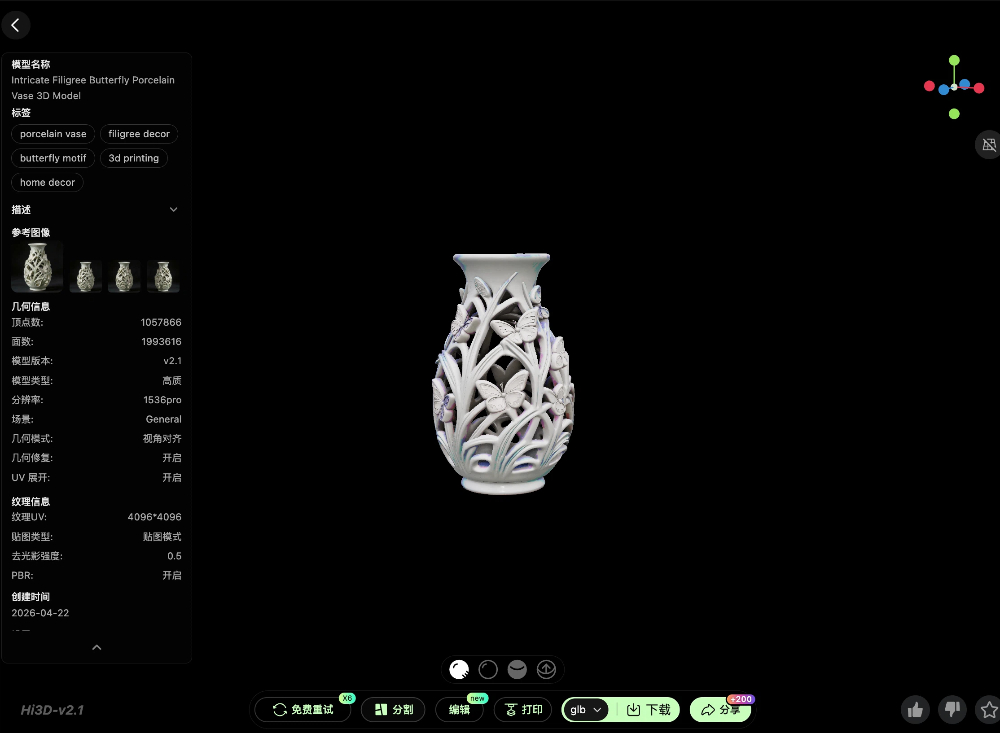
GLB
GLB 是 glTF 格式的二进制版本,常用于网页端 3D 预览、在线展示、AR/VR、轻量化 3D 资产传输等场景。它可以把模型、材质、贴图等信息打包在一个文件里,非常适合在浏览器或在线平台中快速加载。
GLB 很适合用于模型展示和分享。例如,用户生成一个 3D 模型后,可以用 GLB 在网页中预览,让客户、团队或用户直接查看模型效果。对于需要做在线作品集、商品展示、3D 资产预览的用户,GLB 是非常有价值的格式。
不过,GLB 和 FBX 一样,不一定是直接进入 FDM 打印的最佳选择。如果你的目标是打印成实物,仍然要关注模型是否封闭、是否有破面、壁厚是否足够,以及能否被切片软件正确识别。
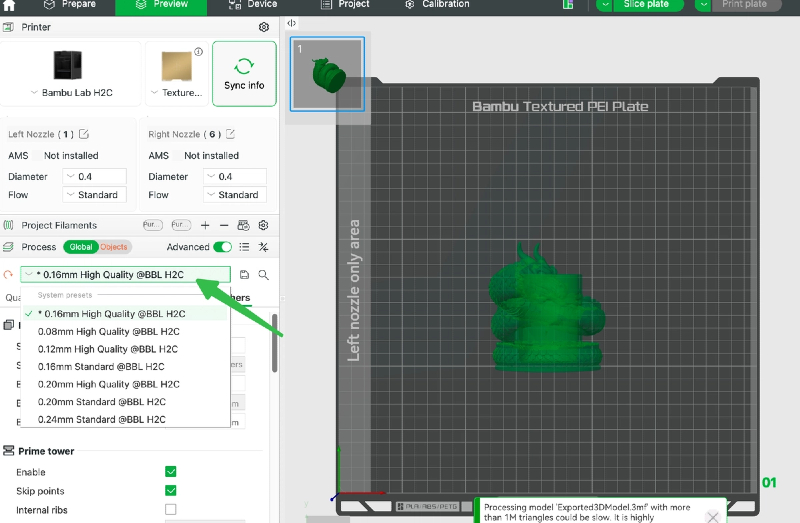
切片
切片是 FDM 3D 打印中的关键步骤。切片软件会把 3D 模型分解成一层一层的打印路径,并生成打印机可以执行的指令。
Hi3D 负责帮助你生成或准备模型,切片软件负责把模型变成打印路径。两者之间的衔接非常重要:如果模型本身有破面、薄壁或悬空问题,切片后就可能出现打印失败。在Hi3D中提供可检验打印、AI自动修复避免这样的问题出现
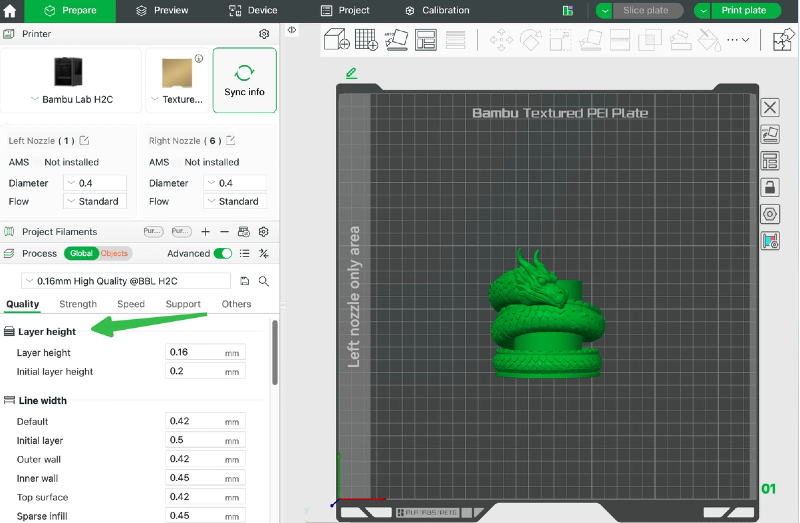
层高
层高是 FDM 打印每一层的厚度。层高越低,表面越细腻,但打印时间越长;层高越高,打印速度更快,但层纹更明显。
如果你用 Hi3D 生成的是角色、摆件或装饰件,可以选择较低层高获得更好细节。如果是功能件或快速打样,可以选择较高层高节省时间。
填充
填充指模型内部的支撑结构密度。填充越高,模型通常越结实,但耗材和打印时间也会增加。装饰件可以用较低填充,结构件则需要更高填充。
在 Hi3D 设计阶段,如果你知道作品主要用于展示,就不必追求过高强度;如果是功能配件,则要在建模和切片时同时考虑结构强度。
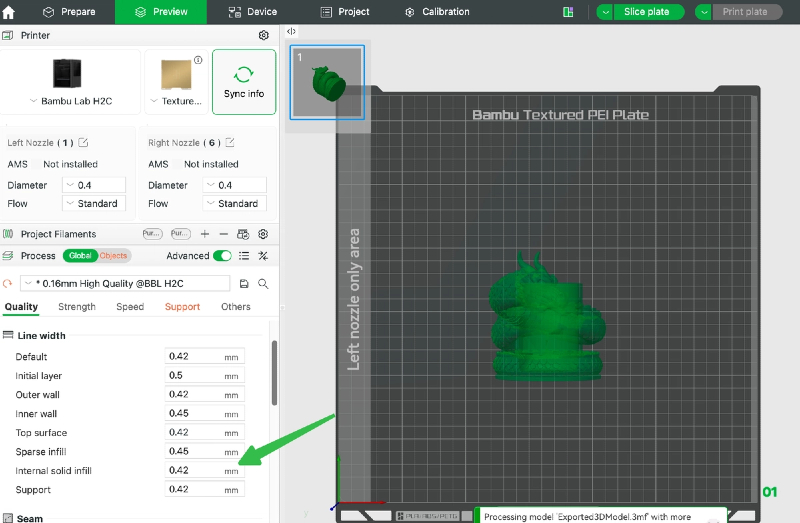
壁厚
壁厚是模型外壳的厚度。壁厚不足是 AI 生成模型常见问题之一。太薄的耳朵、尖角、文字或装饰线条,可能在打印时断裂或完全消失。
使用 Hi3D 生成模型后,建议检查薄弱结构。对于 FDM,新手可以优先选择厚实、底部稳定、细节不过细的模型。
悬垂角度
悬垂角度指模型中向外伸出的部分相对于垂直方向的角度。悬垂过大时,打印材料没有足够支撑,容易下垂或失败。
新手在 Hi3D 中生成 FDM 模型时,最好避免大面积水平悬空结构,或者把模型拆分成更容易打印的多个部件。
底部接触面积
底部接触面积是模型与打印平台接触的区域。接触面积太小,打印过程中容易倒、翘边或脱落。
在 Hi3D 生成摆件、手办、钥匙扣时,可以加入“平整底座”“稳定底部”“适合桌面摆放”等描述,提高打印成功率。
桥接
桥接是指打印机在两个支撑点之间跨越空隙进行打印。短距离桥接通常可以成功,但跨度太大时,材料可能下垂,导致表面粗糙或结构失败。
如果你用 Hi3D 生成带有门洞、拱形、横梁或镂空结构的模型,就需要考虑桥接能力。新手可以优先选择跨度短、结构厚实的设计,减少打印失败风险。
非流形
非流形是 3D 模型中的一种几何错误,简单理解就是模型结构不符合真实实体的逻辑。例如一个边被多个面异常共享、模型内部有重叠面、表面没有形成封闭体等。
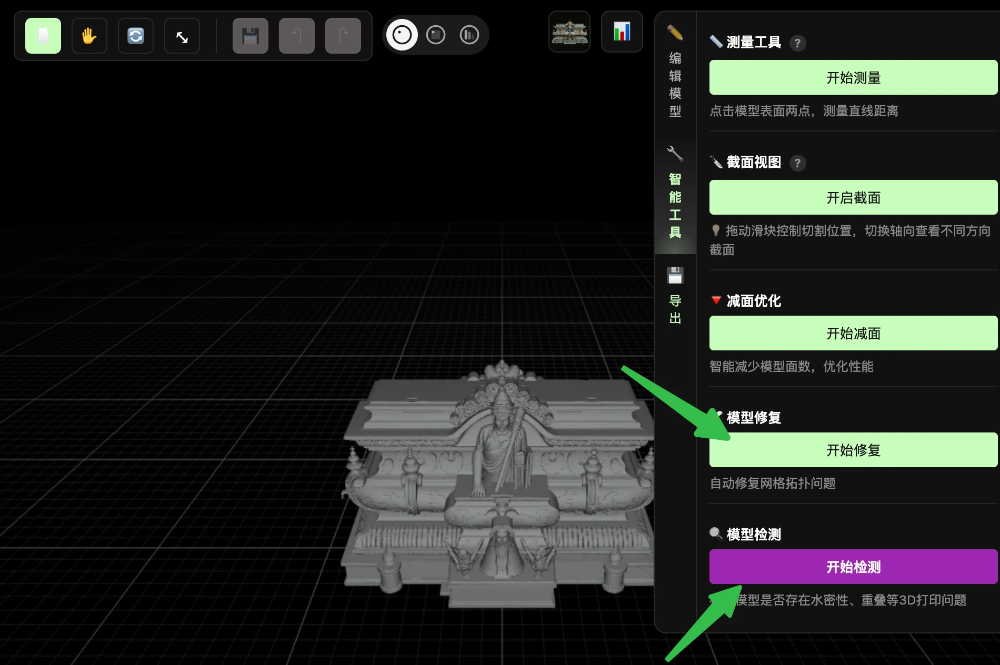
非流形模型在视觉上可能看起来正常,但导入切片软件后可能出现缺面、空洞、路径错误或无法切片。Hi3D 生成模型后,如果目标是 3D 打印,可以在编辑-可打印性检验进行模型检验,尽量确保模型是封闭、连续、适合实体制造的结构。
法线
法线表示模型表面的方向。正常情况下,模型外表面的法线应该朝外。如果法线方向混乱,软件可能无法正确判断模型的内外,导致显示异常或切片错误。
当 Hi3D 生成的模型需要进入后续 3D 软件编辑或切片软件时,法线方向是否正确会影响模型识别。对于新手来说,如果看到模型表面显示奇怪、部分区域消失或切片结果异常,法线可能是原因之一。

破面
破面指模型表面存在缺口、裂缝或不连续区域。破面会让模型无法形成完整封闭实体,从而影响 3D 打印。
AI 生成模型有时可能出现细小破面,尤其是在复杂细节、薄片结构或装饰纹理较多的位置。使用 Hi3D 生成模型后,如果要打印成实物,建议在编辑-智能工具- 模型检检验/修复。
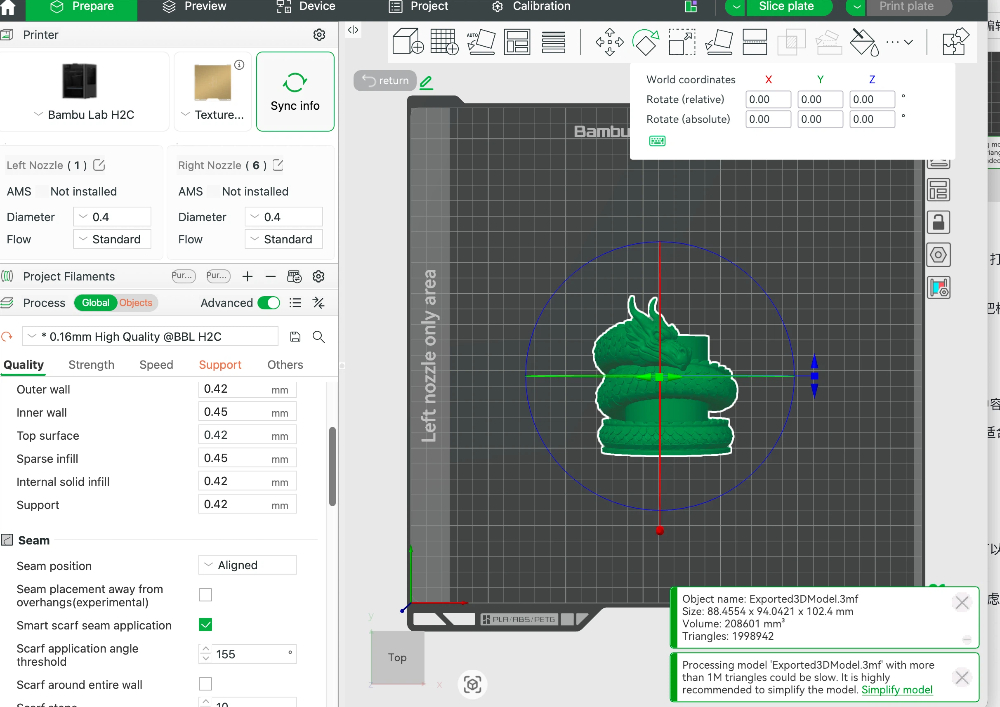
多边形面数
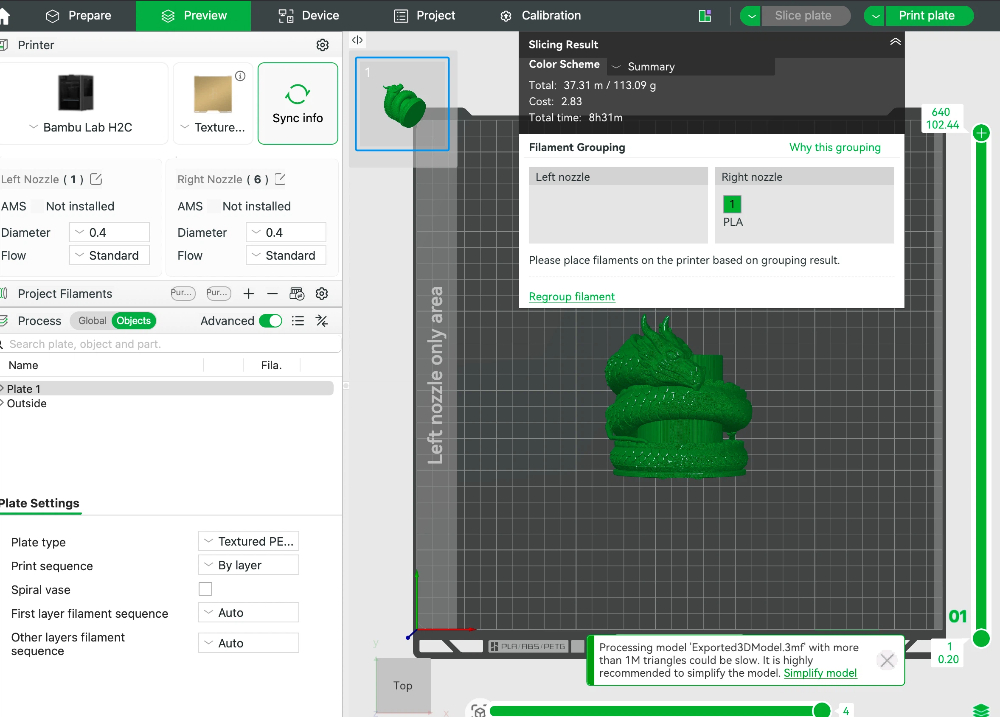
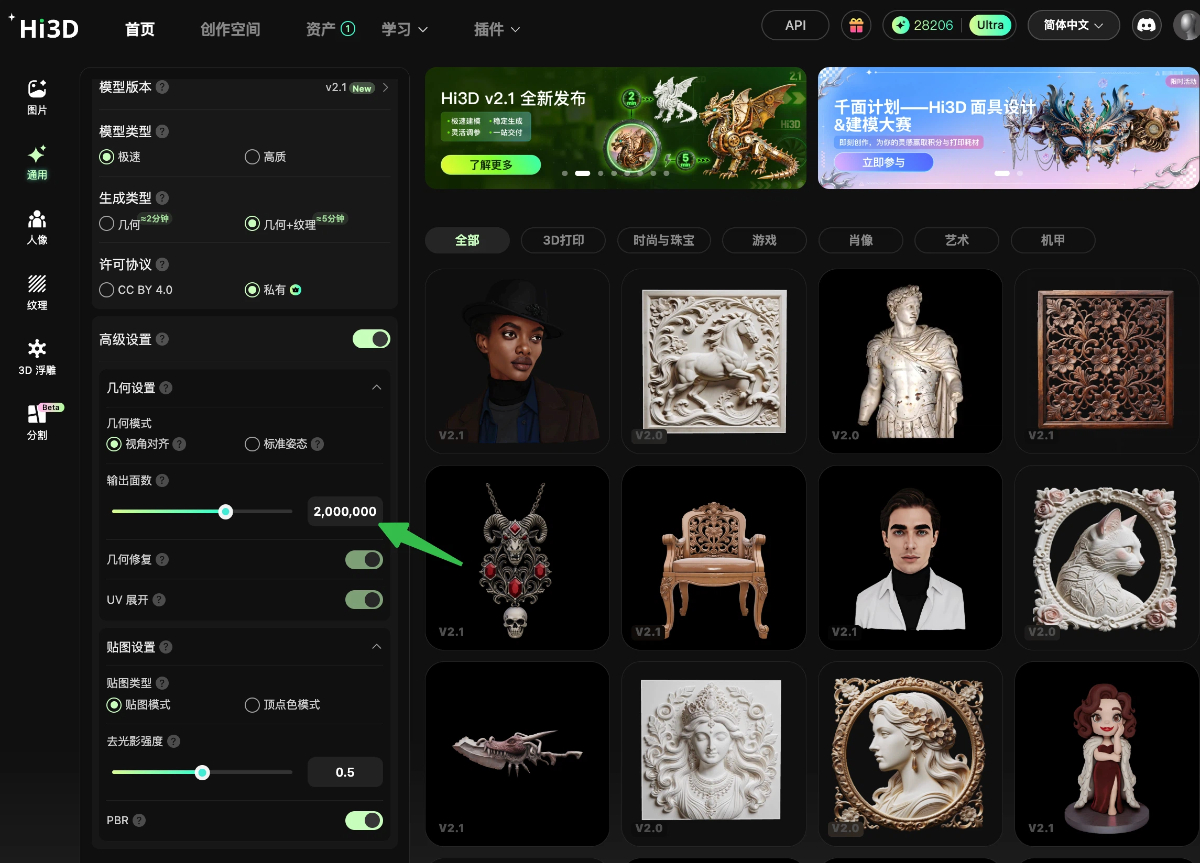
多边形面数决定了模型的细节和复杂度。面数越高,模型越精细,但文件也越大,对软件和设备性能要求更高。面数太低,模型可能显得粗糙;面数太高,则可能导致编辑、切片或网页预览变慢。
Hi3D 可以通过高级模式,设置输出面数。如果只是用于展示,可以保留较高细节;如果用于 FDM 打印,则需要在细节和可打印性之间取得平衡。太细碎的表面细节不一定能被打印机还原,反而可能增加文件处理难度。
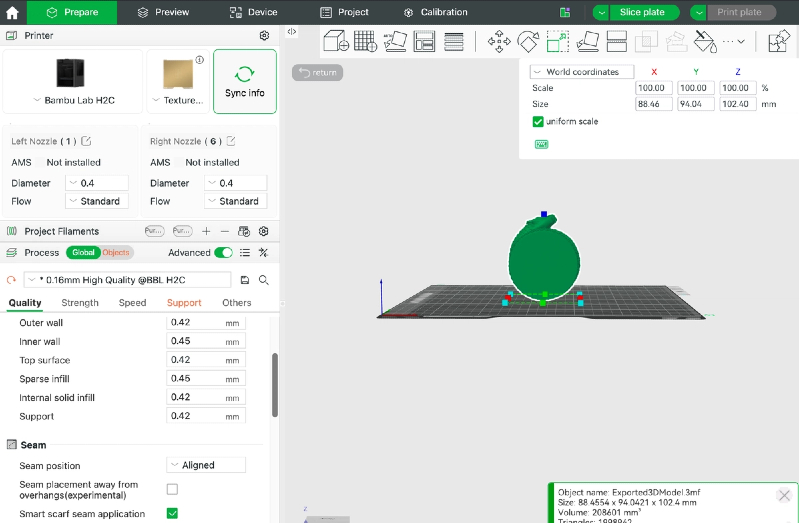
比例/单位
比例和单位决定模型导入软件后的真实尺寸。一个模型在 Hi3D 中看起来正常,但导入切片软件后可能变得特别大或特别小,这通常和单位设置有关。
在准备 3D 打印前,一定要确认模型尺寸。比如钥匙扣可能适合 40 到 70 毫米,桌面摆件可能适合 80 到 150 毫米。尺寸太小会丢失细节,尺寸太大则会增加打印时间和材料成本。
后处理
后处理是指打印完成后的处理步骤,包括拆支撑、打磨、补土、喷漆、上色、粘接、抛光等。很多高质量成品并不是打印结束就完成,而是通过后处理提升质感。
如果你用 Hi3D 生成角色手办、文创摆件或产品原型,可以在设计阶段就考虑后处理。例如把模型拆成更容易打磨和上色的部件,或者减少难以清理支撑的细节区域。

支撑结构
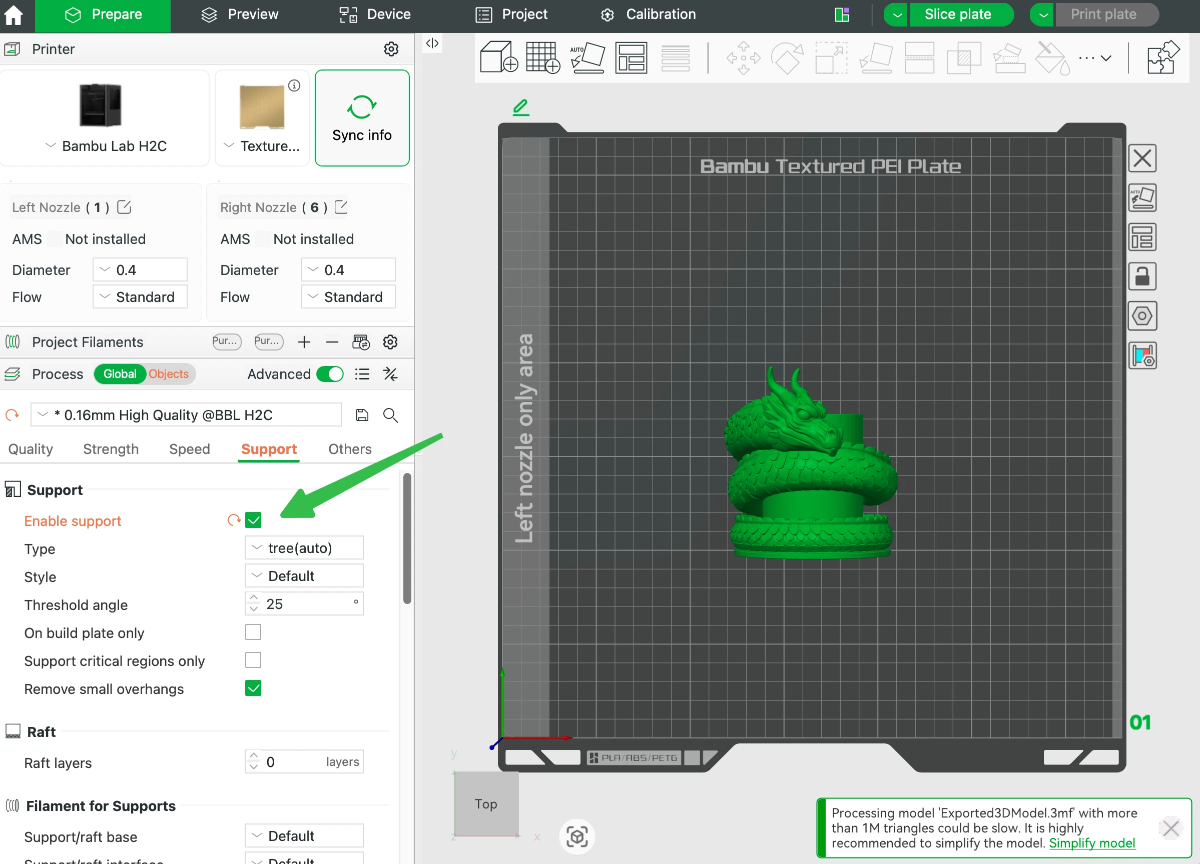
支撑结构是 FDM 3D 打印中用于托住悬空部分的临时结构。打印机是一层一层堆叠材料的,如果模型中有手臂、屋檐、翅膀、下巴、横向伸出的装饰等悬空区域,下面没有足够承托,就可能出现下垂、塌陷或打印失败。这时切片软件通常会自动生成支撑结构,帮助模型顺利打印完成。
支撑结构的好处是提高复杂模型的打印成功率,但它也会带来几个问题。首先,支撑会增加打印时间和耗材用量。其次,打印完成后需要手动拆除支撑,容易在模型表面留下痕迹。对于角色手办、摆件、浮雕和装饰模型来说,支撑位置如果设计不好,可能会
试着在 Hi3D 中生成一个简单模型,例如“一个底部平整、适合 3D 打印的圆角钥匙扣”。然后对照本文检查:它是否有足够壁厚?是否需要支撑?是否适合导出为 STL?这会帮助你更快理解数字制造的关键术语。
点击右侧卡片注册,免费开启创作之旅吧


